
| 5.5 Versandfähigkeit bebänderter, gebündelter oder umreifter Waren |
||||
|
Verpackungsstahlband besteht aus Stahl höherer Festigkeit. Einzelne Qualitätsstufen unterscheiden sich durch ihre Nennfestigkeiten. Diese reichen von ca. 650N/mm² bis über 1000 N/mm². Die Hersteller nennen in ihren Verkaufsprospekten oder mitgelieferten Datenblättern die Bruchdehnung. Diese liegt meist über 3 Prozent, bei speziellen Bändern kann sie 12 Prozent und mehr erreichen. Für die Bündelung oder Bebänderung ist jedoch nicht die Bruchdehnung wichtig, sondern die elastische Dehnung der Bänder. Diese liegt bei den meisten Bändern nur bei ca. 0,25 % bis 0,50 %. Deshalb lockern sich Bänder bei sich setzender Ware, bei Verringerung des Umfangs durch Einschneiden in die Ware oder die mit eingebundenen Unterleger sowie durch Belastungen oberhalb der Elastizitätsgrenze. Bereits das Bewegen der Ladung mit Flurförder- oder Hebezeugen kann zu Lockerungen führen. Ist die innere Spannung der Ladegüter gering, kommt es zwangsläufig zu Lockerungen in den Verpackungsbändern. Bei diesen Drahtringen, die auch als Wirerod-Coils bezeichnet werden, ist das der Fall: 
 Abbildung 5.5.19 – 20 : Drahtringe mit Verpackungstahlband zu größeren Einheiten gebündelt [W. Strauch] Zu beobachten sind die Lockerungen sowohl bei den mit Rödeldraht zusammengefassten Teilringen, als auch bei den Einheiten, die mit Verpackungsstahlband zu größeren Einheiten zusammengefasst sind. Ist die Spannung innerhalb der zusammengefassten Ladungen ausreichend groß, bleiben die zur Bündelung benutzten Bänder straff:  Abbildung 5.5.21 : Straffe Bänder bei Wirerod-Coils [W. Strauch] Deutlich größer ist die innere Spannung bei gewickelten Stahlblechen, auch Blechcoils oder Coils genannt. Sowohl bei unverpackten warmgewalzten Blechen, als auch bei verpackten kaltgewalzten Blechen ist das so. Bei sachkundiger Handhabung und Beladung bleiben die zur Unitisierung verwendeten Verpackungsstahlbänder straff: 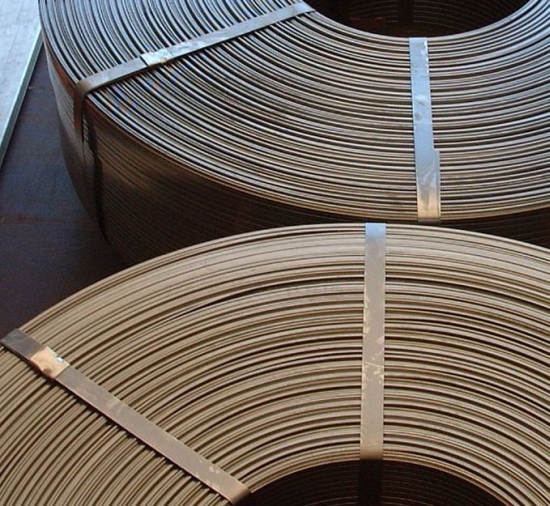 Abbildung 5.5.22 : Coils aus warmgewalzten Blechen [W. Strauch]  Abbildung 5.5.23 : Coils aus kaltgewalztem Blech[W. Strauch] Ein häufiger Verarbeitungsfehler ist die Nutzung von Stahlbändern zur Unitisierung von Ladungen, die kein Rückstellvermögen besitzen. Unter Belastung verformen sich die Bänder bleibend und halten die Einheiten nicht mehr sicher zusammen. Einzelne Ladungsstücke können dann „ausschießen“. 
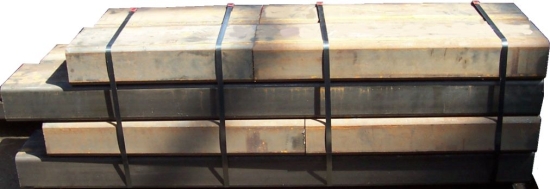 Abbildung 5.5.24 – 25 : Bebänderung bei Ladungen ohne Rückstellvermögen [W. Strauch] 
 Abbildung 5.5.26 – 27 : Beim Transport gelockerte Stahlbänder [W. Strauch] Werden Versandstücke unterschiedlicher Länge gebündelt, sollte zumindest eine Seite bündig gepackt sein, damit diese formschlüssiges Laden zulässt:  Abbildung 5.5.28 : Bündig gepackte Seite [W. Strauch]  Abbildung 5.5.29 : Nicht bündig gepackte Seite [W. Strauch] Nach dem Zuschnitt von Profilen u.ä. Ladungen sollten Metallspäne unbedingt entfernt werden; sei es durch Absaugen, Abblasen oder durch ähnliche Methoden. Das Belassen der Späne an der Ladung verringert die Reibung und erhöht den Ladungssicherungsaufwand beträchtlich. Fallen Späne auf die Fahrbahn, können andere Verkehrsteilnehmer gefährdet werden. Mancher Druckverlust in Fahrzeugreifen oder Reifenplatzer hat darin seine Ursache. Werden zu wenige Bänder gesetzt, können diese unter Belastung brechen. Es müssen soviel Bänder gesetzt werden, dass Kräfte in allen Horizontalrichtungen gleichmäßig aufgenommen werden können: 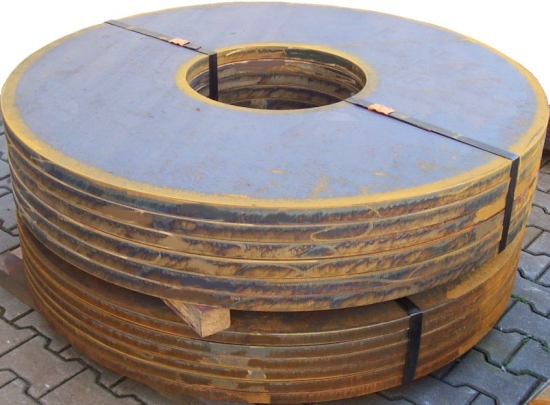
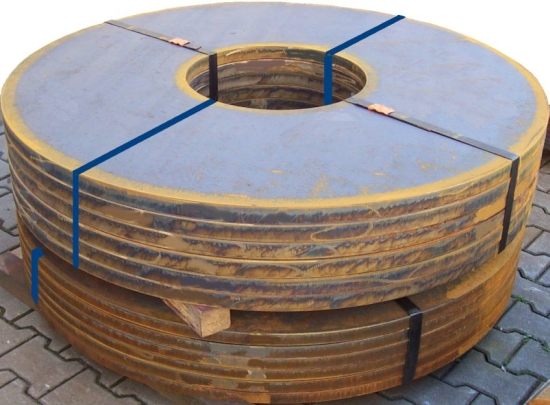 Abbildung 5.5.30 – 31 : Falsche und bessere Bebänderung von Brennteilen [W. Strauch] Unter- und Zwischenleger sollten so gelegt werden, dass sie die Bänder nicht berühren. Wie schon häufig erwähnt, sollten Hölzer aus liegenden Rechteckformaten bestehen. Das folgende Beispiel zeigt, wie schnell sich Stahlbänder bleibend verformen. Bereits beim Laden vom Lager des Absenders auf das Transportfahrzeug haben sich die Bänder gedehnt. Beim Vergleich mit der eingezeichneten geraden blauen Linie ist das deutlich zu erkennen:  Abbildung 5.5.32 : Dehnung von Stahlbändern nach einem Umschlagsvorgang [W. Strauch] Bei unterschiedlichen Abmessungen von Ladungsteilen sind die Bebänderungen so auszuführen, dass genügend Anpresskraft vorhanden ist. Sonst können aufgelegte Teile durch die Bebänderung nicht gehalten werden: 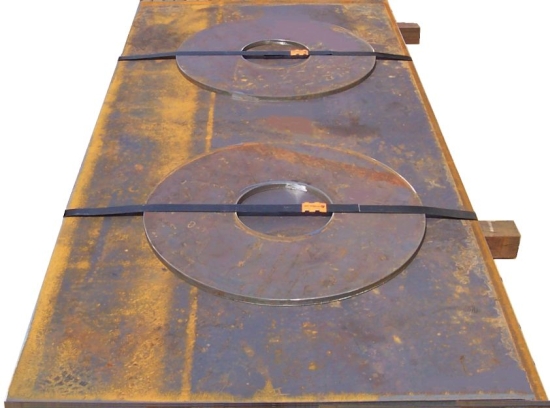
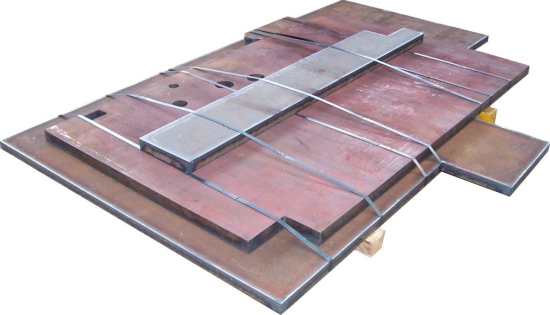 Abbildung 5.5.33 – 34 : Ungünstiges Bebändern von Brennteilen unterschiedlicher Größen [W. Strauch] Die sehr flachen Winkel erzeugen nur minimale Anpresskräfte. Material- und Arbeitsaufwand sind verschwendet. Geraten wird zum losen Transport in Behältern oder Lastgestellen, oder zu formschlüssigen Sicherungen innerhalb besonderer Plätze auf den Fahrzeugen. Auch aufrechte Transporte zwischen allseitig gesetzten Steckrungen sind möglich. |

- Neu im TIS
- Übersichten
- Quicklinks