

| Produktion von Masten Vorbereitung auf den Besuch bei Firma Seldén, Schweden, Västra Frölunda |
|
| Vortrag von Herrn Stefan Zucker, Zucker & Partner GmbH |
Inhaltsverzeichnis
Mastbau und Verwendung von Masten
Hintergrund dieses Vortrags ist unser Besuch bei der Firma Seldén.
Die Firma Seldén ist ein auf Mastenbau spezialisiertes Unternehmen, wobei die Seldén-Produktion traditionell auf Aluminiummasten basierte, inzwischen aber auch Kohlefasermasten mit einschließt. Wir holen deshalb ein wenig aus und beginnen beim Mastbau und der Verwendung von Masten im Allgemeinen.
Die wohl kleinsten Masten im Segelsport sind Masten der Segeljollen Optimisten, diese haben eine Länge von kaum 2,50 m und kosten bei der Neuanschaffung ca. EUR 100,00. Demgegenüber stehen einzelne Sonderkonstruktionen, deren Länge wie z. B. bei BMW Oracle Team 57 m oder vereinzelt mehr erreichen können, für eine Segelfläche von ca. 500 m² vorgesehen sind und Kosten im siebenstelligen Euro-Bereich aufwerfen.
Seitdem die Nutzung von Windkraft zur Fortbewegung auf See im Gespräch ist, werden Segel an Masten angeschlagen. Weltweit entwickelten sich, beeinflusst von Gegebenheiten und Anforderungen, verschiedene Arten von Masten und Segeln, in der industriellen Fertigung hat sich aber das Schratsegel durchgesetzt.
Zurück zum Anfang
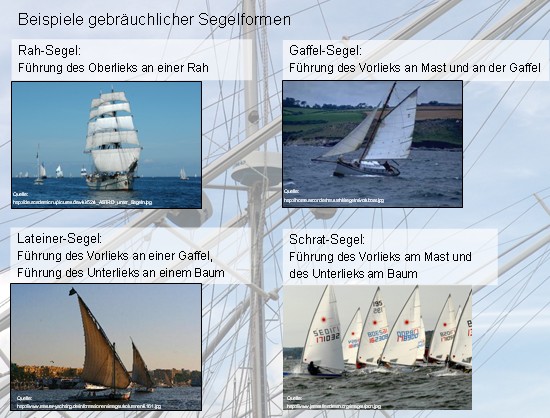
Beim Schratsegel handelt es sich um die heute meist vorherrschende klassische Dreiecksform des Segels, bei der das Vorliek, also die vordere Kante des Segels, am Mast und das Unterliek, also die untere Kante des Segels, am Baum fixiert ist. Demgegenüber gibt es aber auch Rahsegel, bei denen lediglich das Oberliek an einer Rah befestigt ist, wie dies auf Großseglern vorherrscht. Gaffelsegel und Lateinersegel sind ähnlich geartete Segel, deren obere Diagonale nämlich durch ein aufholbares Rundholz gehalten wird. Unterscheiden tun sich diese zwei Segel dadurch, dass die Gaffel mit ihrem vorderen Ende am Mast geführt wird, wohingegen beim Lateinersegel der Sprietbaum in seinem unteren Drittel am Mast aufgeheißt wird.
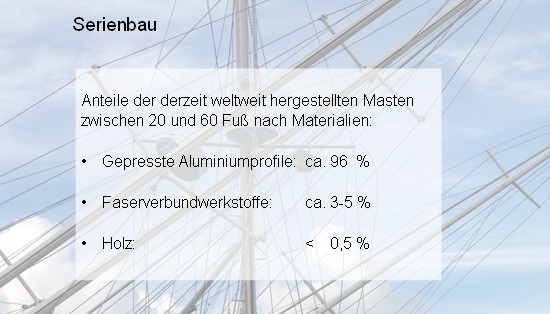
Serienbau von Masten betrifft für gewöhnlich Segelyacht- und Segelbootmasten für Boote und Yachten der Größenordnung von 20 bis 60 Fuß. Dabei haben gepresste Aluminiumprofile einen Marktanteil von ca. 95 %. Faserverbundwerkstoffe machen dabei nur einen Anteil von ca. 3 bis 5 % aus, wohingegen Holz mit weniger als 0,5 % mehr und mehr an Bedeutung verliert und lediglich auf Oldtimern und Liebhaberfahrzeugen eingesetzt wird.
Im Einzelbau sind die prozentualen Anteile von Holzmasten, vor allem aber auch von faserverstärkten Kunststoffen höher als im Serienbau.
Einzelbauten im Mega-Segelyachtensektor werden wegen verbesserter Segeleigenschaften und Gewichtsverhältnissen mittlerweile vorwiegend mit Kohlefasermasten, also Carbon-Masten, ausgestattet.
Kleinere Einzelbauten im Fahrtensegelbereich setzen aber weiterhin überwiegend auf Profile aus Aluminium.
Zurück zum Anfang
Masttypen
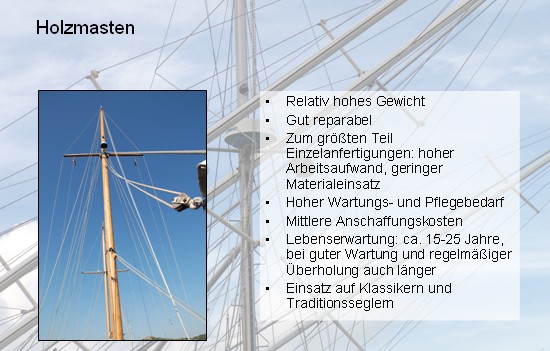
Holzmasten:
Holzmasten zeichnen sich durch die nachfolgenden Merkmale aus:
| Relativ hohes Gewicht | |
| Gut reparabel | |
| Zum größten Teil Einzelanfertigungen mit hohem Arbeitsaufwand und geringem Materialkosteneinsatz | |
| Verhältnismäßig hoher Wartungs- und Pflegebedarf | |
| Durchschnittliche Anschaffungskosten | |
| Übliche Lebenserwartung von ca. 15 bis 25 Jahre, bei guter Wartung und regelmäßiger Überholung aber auch wesentlich länger | |
| Einsatz auf Klassikern und Traditionsseglern herrscht vor |
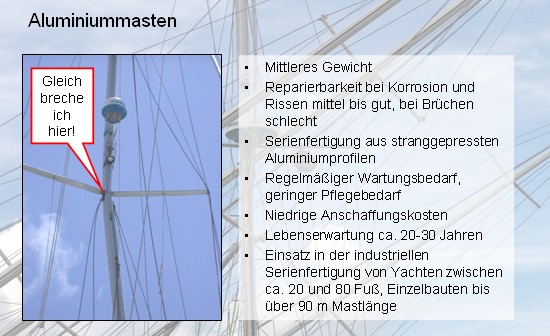
Aluminiummasten:
Aluminiummasten zeichnen sich üblicherweise durch nachfolgende Eigenschaften aus:
| Mittleres Gewicht | |
| Reparierbarkeit bei Korrosion und Rissen mittel bis gut, bei Brüchen meist schlecht | |
| Serienfertigung aus stranggepressten Aluminiumprofilen | |
| Regelmäßiger Wartungsbedarf bei verhältnismäßig geringem Pflegebedarf | |
| Relativ niedrige Anschaffungskosten | |
| Lebenserwartung ca. 20 bis 30 Jahre (in Einzelfällen deutlich mehr) | |
| Einsatz in der industriellen Serienfertigung von Yachten zwischen ca. 20 und 80 Fuß, Einzelbauten bis über 90 m Mastlänge |
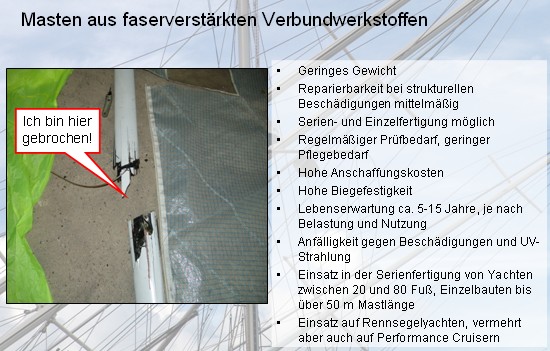
Masten aus faserverstärkten Verbundwerkstoffen:
Masten aus faserverstärkten Verbundwerkstoffen zeichnen sich durch die nachfolgenden Eigenschaften aus:
| Geringes Gewicht | |
| Reparierbarkeit bei strukturellen Beschädigungen gut bis mittelmäßig | |
| Serien- und Einzelfertigung möglich | |
| Regelmäßiger Prüfbedarf, geringer Pflegebedarf | |
| Hohe Anschaffungskosten | |
| Hohe Biegefestigkeit | |
| Lebenserwartung ca. 5 bis 15 Jahre, je nach Belastung und Nutzung aber auch deutlich mehr | |
| Anfälligkeit gegen Beschädigungen und UV-Strahlung | |
| Einsatz in der Serienfertigung von Yachten zwischen 20 und 80 Fuß; Einzelbauten bis über 50 m Mastlänge | |
| Einsatz auf Rennsegelyachten, vermehrt aber auch auf sogenannten Performance Cruisern |
Zurück zum Anfang
Herstellung eines Aluminiummastes:
Die Herstellung eines Aluminiummasten setzt sich in folgenden Arbeitsschritten zusammen:
| Konstruktionsplanung / Profildesign | |
| Strangpressen des Mastprofils aus einem Aluminiumblock, Tempern | |
| Lieferung des Halbzeugs (Profilrohlinge) an den Masthersteller als Meterware | |
| Bohren, Fräsen | |
| Ggfs. Verjüngen | |
| Anschweißen von Mastkopf und Geräteträgern | |
| Eloxieren bzw. Lackieren | |
| Ggfs. Schäften | |
| Installation von Anbauteilen, Beschlägen, Rollen, stehendem und laufendem Gut | |
| Auslieferung und Aufstellung |
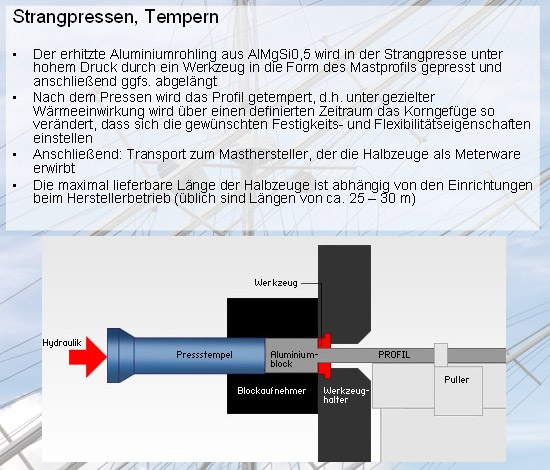
Strangpressen und Tempern:
Der erhitzte Aluminiumrohling aus AlMgSi0,5 wird in der Strangpresse unter hohem Druck durch ein Werkzeug in die Form des Mastprofils gepresst und anschließend ggfs. abgelängt.
Nach dem Pressen wird das Profil getempert, d. h., unter gezielter Wärmeeinwirkung wird über einen definierten Zeitraum das Korngefüge so verändert, dass sich die gewünschten Festigkeits- und Flexibilitätseigenschaften einstellen.
Bohren und Fräsen:
Im nächsten Arbeitsschritt werden beim Mastbauer diverse Bohrungen und Fräsen eingefügt. Solche Öffnungen im Mast finden Verwendung für:
| Beschläge | |
| Salinge | |
| Terminals | |
| Blöcke | |
| Rollen | |
| Lazy Jacks | |
| ggf. Rutscherschienen | |
| ggf. Schäftungen | |
| Anbauteile wie Lichter, Antennen, Mess- und Anzeigeinstrumente | |
| und anderes |
Verjüngen:
Zur Erreichung höherer Flexibilität im oberen Bereich des Masts und zur Verringerung des Toppgewichts wird das Mastprofil bei verschiedenen Yachten verjüngt. Dazu wird das Profil im oberen Bereich aufgeschnitten, und Keile werden ausgetrennt. Die neuen Profilhälften werden hydraulisch zusammengepresst und sodann verschweißt.
Zurück zum Anfang
Anschweißen diverser Anbauteile:
Verschiedene Anbauteile werden an den Mast angeschweißt. Hierzu zählen unter anderem:
| Geräteträger | |
| Mastkopf | |
| Plattformen für Messinstrumente und Kommunikationsantennen im Masttopp | |
| Plattform für Radardom |
Eloxieren bzw. Lackieren:
Ein Aluminiummast wird zur Verhinderung von Oxidation in seiner Oberfläche beschichtet bzw. wird der natürliche Oxidationsprozess beschleunigt und perfektioniert.
So ist das Eloxieren eine elektrische Oxidation, durch die eine leichte Aufrauhung und Schichtbildung von Aluminium-Oxid an der Oberfläche entsteht. Hierzu wird das Mastprofil in ein Säure-Eloxierbad getaucht und unter Anlegung elektrischer Spannung oxidiert (auch anodisiert). Vereinzelt werden dem Bad beim Eloxieren Farbstoffe zugemischt. Meist begrenzt die Länge der Eloxal-Bäder die Segmentlänge der Masten.
Beim Lackieren werden die Oberflächen mit speziellem Lack im Spritzverfahren versiegelt. Dies erfolgt meist dreistufig mit Ätzprimer, Epoxyprimer und Lack.
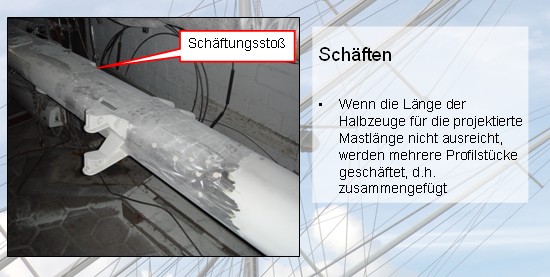
Schäften:
Wenn die Länge der Halbzeuge für die projektierte Mastlänge nicht ausreicht, werden mehrere Profilstücke zusammengefügt. Dieses Zusammenfügen nennt man Schäften. Zu diesem Zweck wird im Bereich der Schäftung ein sogenanntes Schäftungsprofil in den Mastrohling eingeführt, der die feste Verbindung zwischen oberem und unterem Schäftungssegment bildet. Das innen im Profil befindliche Schäftungsstück wird sodann mit Nieten oder Schrauben von außen mit den zu verbindenden Profilsegmenten dauerhaft fixiert.
Zurück zum Anfang
Installation von Anbauteilen:
Dieser Vortrag soll vor allem deutlich machen, welche Vielzahl von Installationsschritten und Anbauteilen zur Fertigung eines Mastes für moderne Segelyachten gehört.
In Kürze zusammengefasst, werden folgende Anbauteile installiert:
| Terminals für Wanten und Stage | |
| Verschiedene Beschläge | |
| Rollen und Blöcke | |
| Navigations- und Decksbeleuchtung | |
| Mastfuß | |
| Verkabelungen | |
| Mess-, Navigations- und Kommunikationselektronik | |
| Stehendes und laufendes Gut |
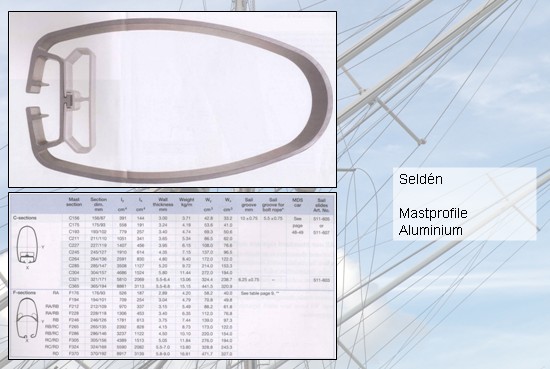
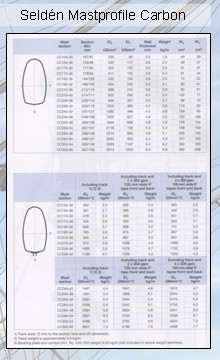
Mastprofile:
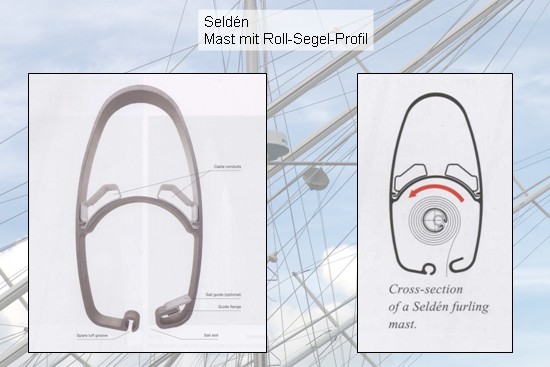
Wie nahezu alle Mastenbauer hat auch die Firma Seldén verschiedene Profilgrößen und -formen für ihre Masten entworfen. So gibt es spezielle Profile für Aluminiummasten und ebensolche für Masten aus Kohlefaser. Wiederum unterscheiden sich die Mastprofile für solche Masten mit Rollsegeln von denen ohne Rollsegel.
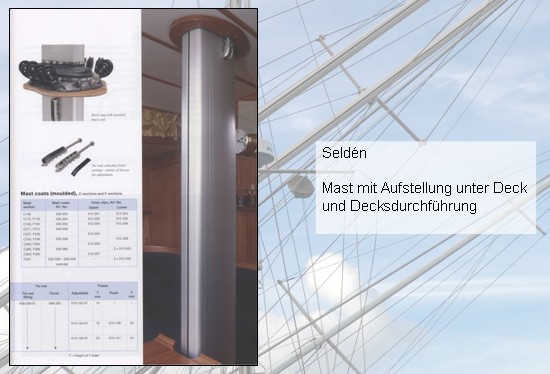
Masten variieren grundsätzlich in ihrer Ausführung für eine Aufstellung unter Deck mit Decksdurchführung bzw. für eine Aufstellung an Deck auf einem Mastfuß. Die Vor- und Nachteile halten sich dabei etwa die Waage. Je nach Einsatzzweck und baulichen Möglichkeiten wird die Ausführung entscheiden.
Für vergrößerte Ansicht Abbildung bitte anklicken.
 |
 |
Für vergrößerte Ansicht Abbildungen bitte anklicken. |
|
Für vergrößerte Ansicht Abbildung bitte anklicken.
Für vergrößerte Ansicht Abbildung bitte anklicken.

Für vergrößerte Ansicht Abbildung bitte anklicken.
Zurück zum Anfang
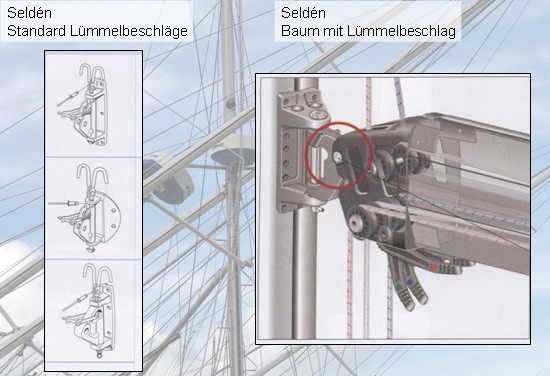
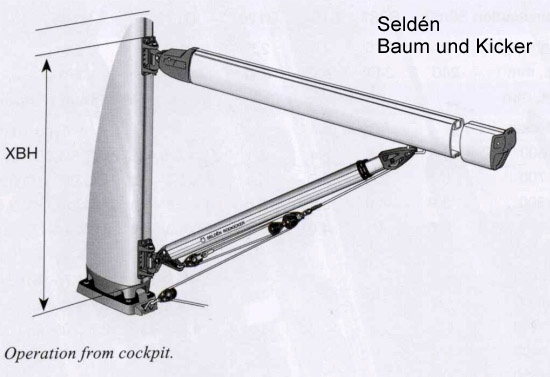
Lümmelbeschlag:
Eine nur scheinbar einfache, im Detail aber doch anspruchsvolle Mechanik stellt die Verbindung zwischen Baum und Mast dar. Diese Verbindung wird Lümmelbeschlag genannt. An diesem Verbindungspunkt zwischen Mast und Baum treffen mehrere Aufgaben zusammen. Zum einen muss der Baum in diesem Bereich horizontal um einen bestimmten Winkelsektor des Mastes schwingen können, zugleich aber auch vertikal auf und ab steigen. Darüber hinaus wird in diesem Bereich der Hals des Segels befestigt, bei modernen Riggs aber zugleich auch das Unterliek des Großsegels gespannt. In Folge dessen laufen in diesem Bereich der Unterliekstrecker, aber auch die Reffleinen zusammen, und so muss für das sogenannte Patentreff auch Fixierung für die höher liegenden Hals-Kauschen der Reffreihen 1 und 2 geschaffen werden.
Baumniederholer:
Was früher meist nur ein Taljensystem, also ein System aus Umlenkblöcken und Leinen, gewesen ist, wird heute meist durch sogenannte "Kicker" ersetzt. Diese Kicker haben zunächst die gleiche Aufgabe wie die des klassischen Baumniederholers. Sie verhindern, dass der Baum gerade bei achterlichen Winden emporgezogen wird. Sie halten ihn also in einer bestimmten horizontalen Lage, die je nach Windeinfall verändert werden kann. Moderne Kicker dienen aber zugleich auch zur Halterung des Baums in der Waagerechten, wenn das Segel nicht aufgespannt ist. Sie ersetzen also nahezu die klassische Dirk. Bei größeren Riggs wird jedoch dennoch auf die Dirk nicht verzichtet, um weder Baum noch Kicker übermäßig und punktuell zu belasten.
Moderne Kicker können auch hydraulisch bedient werden, während die einfacheren meist nach dem konventionellen Flaschenzugprinzip funktionieren.
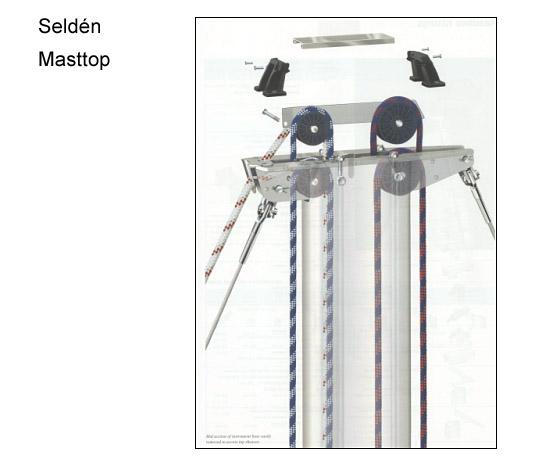
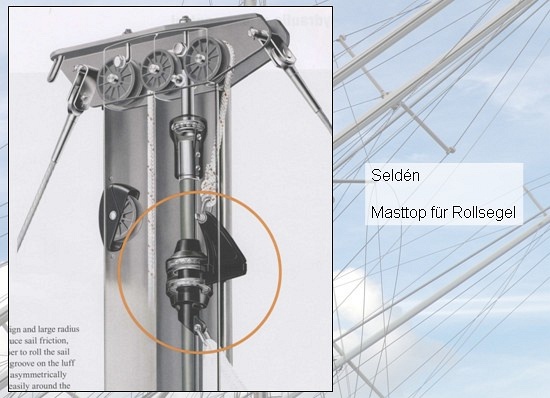
Masttopp:
Eine komplizierte Einheit bildet der Masttopp. Hier treffen zum einen Vor- und Achterstag, bei bestimmten Bauten auch die Oberwanten, in jedem Fall aber die Fallumlenkrollen und die Toppplatte zusammen. Reibungsloses Funktionieren des laufenden Gutes und sicheres Verbinden mit dem stehenden Gut sind die wesentlichen Aufgaben im Masttopp, die für die Ingenieure eine anspruchsvolle Herausforderung darstellen. Dies gilt um so mehr, wenn der Mast für Rollsegel konzipiert wurde, da zusätzlich dann auch noch ein Lager für die Rollbewegung der Profilstange eingefügt werden muss.
Zurück zum Anfang
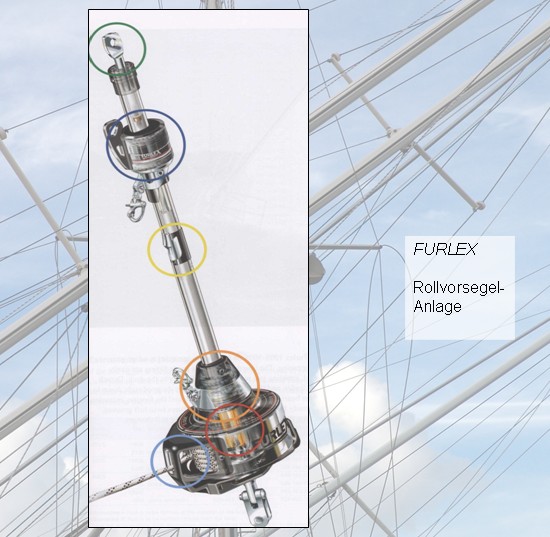
Rollvorsegelanlagen:
Die Firma Seldén hat ein Produkt mit Namen FURLEX entwickelt. Hierbei handelt es sich um eine Rollfockanlage, die von der Grundarbeitsweise vergleichbar mit Rollfockanlagen anderer Hersteller ist. Das Segel wird auf einer Profilstange (Aluminiumprofilsegmente) aufgewickelt, indem eine Trommel, auf der ihrerseits eine Reffleine aufgespult wird, gedreht wird. Das Prinzip ist grundsätzlich einfach: Ist das Segel vollständig ausgewickelt, so ist die Reffleine entsprechend auf der Trommel aufgewickelt. Wird die Reffleine stramm gezogen, spult sich die Reffleine von der Trommel ab, wobei die Profilstange gedreht und das Vorsegel aufgewickelt wird. Es ist also entweder das Segel auf der Profilstange aufgewickelt oder die Reffleine in der Trommel. Auf diese Weise kann wechselweise entweder das Segel ausgerollt oder die Reffleine aufgerollt bzw. umgekehrt werden.
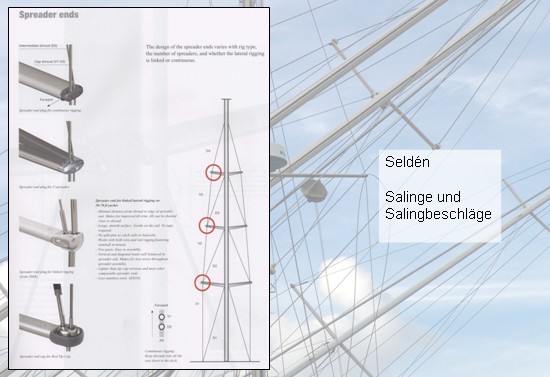
Salinge und Salingbeschläge:
Wie andere Hersteller auch, hat die Firma Seldén spezielle Salingbeschläge entwickelt. Dabei können Drahtwanten an den Salingenden lediglich geführt werden, sodass das Want nicht von der Salingspitze abrutschen kann. Es gibt aber auch andere Verbindungsformen, bei denen das Want am Salingende seinen Abschluss findet und ein neues Want an eben dieser Stelle beginnt. Je nach Art der Wanten (Draht, Rod oder anderes) sind auch die Verbindungsdetails abweichend.
Für vergrößerte Ansicht Abbildung bitte anklicken.
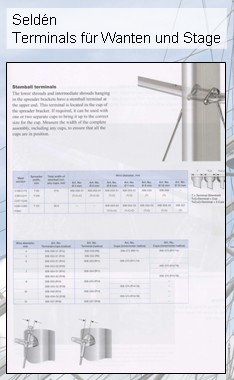
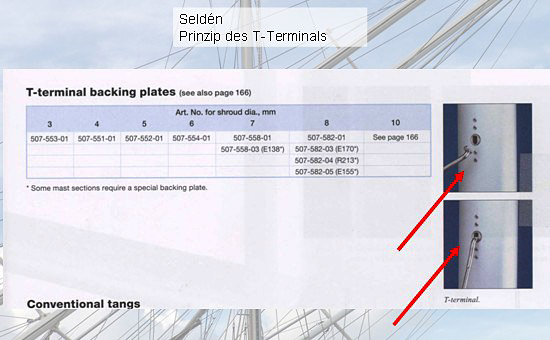
Terminals für Wanten und Stage:
In Abhängigkeit von den Materialien werden verschiedene Terminals verwendet. Terminals sind Verbindungseinheiten zwischen und Mast und stehendem Gut. Einfach formuliert handelt es sich also am Haken und Ösen, die ineinander gefügt werden. Die beigefügten Abbildungen zeigen verschiedene Alternativen.
 |
 |
Für vergrößerte Ansicht Abbildungen bitte anklicken. |
|
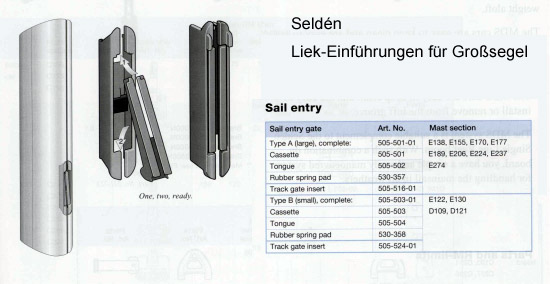
Liekeinführungen für Großsegel:
Wesentliche Aufgabe der Masten ist es, Segel zu tragen und auf diese Weise den Vortrieb von Segelyachten zu gewähren. Um Segel tragen zu können, müssen diese am Mast befestigt und aufgezogen werden können. Hierzu gibt es verschiedene Systeme. Während moderne Yachten mit hohem Geschwindigkeitspotenzial meist auf Rutschersysteme zurückgreifen, bei denen spezielle Schlitten auf Schienen auf und ab rutschen, sind einfachere Segel mit Kunststoffrutschern, teilweise nur mit eingenähten Liekbändern ausgestattet, die in einer Nut des Mastes eingeführt werden, um in dieser Nut aufgezogen zu werden. Hierfür gibt es spezielle und unterschiedliche Einführungssysteme, die das Einführen von Rutschern oder Vorliek in die Mastnut erleichtern.
Zurück zum Anfang
Marktsituation:
Belastbare Statistiken für den Mastbau liegen nicht vor. Grundsätzlich gilt aber die Faustformel, dass etwa zehn namhafte Hersteller sich den ca. 90%-Anteil der weltweiten Produktion teilen. Es sind also weltweit nur wenige namhafte Mastenbauer, die den "Löwenanteil" des Marktes bedienen. Seldén zählt dazu.
Produktpalette und Daten zur Firma Seldén:
Die Firma Seldén produziert insgesamt:
| Komplette Aluminiummasten | |
| Komplette Carbonmasten | |
| Bäume, Kicker, Spinnakerbäume aus Aluminium und Carbon | |
| Blöcke, Rollen, Klemmen, Schäkel, Beschläge | |
| Integrierte Reffsysteme für Großsegel | |
| Reffsysteme für Vorsegel (Markenname FURLEX) | |
| Und weitere Anbauteile |
Die Firma Seldén wurde 1960 gegründet, besteht aktuell aus sechs Fertigungsstätten in fünf Ländern (Schweden, Niederlande, USA, Großbritannien und Frankreich), erwirtschaftet einen Umsatz von ca. EUR 40 Mio. und hat einen Mitarbeiterstamm von etwa 220 Personen.
Weitere Details werden im Zuge des Ortstermins gezeigt und besprochen, sodass wir bei der Besichtigung offene Fragen klären. Wir wünschen viel Spaß und interessante Gespräche.
Zurück zum Anfang