

Gütesicherung beim Bau von Kunststoffyachten Vortrag von Herrn Hasso Hoffmeister, |
Inhaltsverzeichnis
- Einleitung: Unterschiedliche Erwartungen und Ansprüche
- Anforderungen an den Betrieb
- Betriebszulassung
- Herstellungstechniken
- Anforderungen an Werkstoffe
- Fertigung
- Qualitätsprüfung
- What can go wrong?
- Resümee
Einleitung:
Unterschiedliche Erwartungen und Ansprüche
Allgemein: Wie in vielen anderen Bereichen, wird nur dann ein für alle zufrieden stellendes Ergebnis erzielt, wenn Erwartungen und Ansprüche im großen Maße deckungsgleich sind.
Und im speziellen: Falls die Erwartungen der potentiellen Kunden sehr stark von den eigenen Ansprüchen der am Bau beteiligten divergieren, kann es zu Konflikten kommen, und es empfiehlt sich die Einschaltung eines Konsultants. Letzteres ist generell empfehlenswert beim Bau großer und/oder komplexer Einzelbauten. Damit in technischer Hinsicht alle Beteiligten einen gewissen Standard als Bezugslevel kennen und anerkennen, kann eine technische Überwachung durch einen unabhängigen Sachverständigen erfolgen.
Ein angemessener Standard definiert die Art und Weise, wie bautechnische Parameter behandelt werden sollten, damit das Endprodukt einen einwandfreien Betrieb absolvieren kann.
Seitenanfang
Anforderungen an den Betrieb
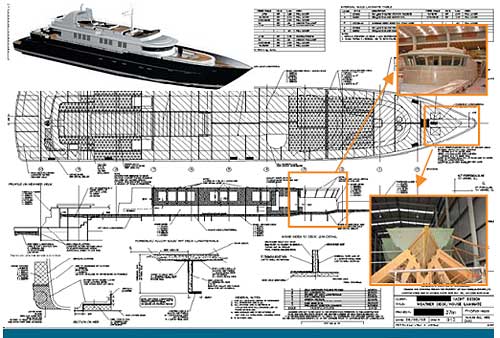
Abbildung 1
Grundsätzlich kann man sagen, dass der Baubetrieb die Vorgaben vom Designer und vom Konstrukteur umsetzen muss (Abb 1). Diese Vorgaben beinhalten die in der Konstruktion vorgegebenen Geometrien von Bauteilen sowie die Bauteildimensionierung. Die Werft sollte aber auch ein technisches Verständnis für die Funktionsweise der vorgegebenen Konstruktion haben (Abb. 2). Häufig sind die technischen Zeichnungen nicht bis ins letzte Detail auskonstruiert; der Konstrukteur hat etwa nicht einen entsprechenden Auftragsumfang oder man verlässt sich auf den "Werftstandard". Das ist generell nur für strukturell untergeordnete oder irrelevante Bauteile akzeptabel.
Damit die strukturelle Integrität einer Yacht für ihren späteren Betrieb sowie für ihre gesamte Lebenszeit gewährleistet werden kann, müssen nicht nur die Bauteilabmessungen den Vorgaben entsprechen, sondern auch die Eigenschaften des Werkstoffes mindestens das im Design angestrebte, und somit zugrunde gelegte Level haben.

Abbildung 2

Abbildung 3
Im Gegensatz zum Bau in Metall (Abb. 3), dort sind die Werkstoffeigenschaften bereits vor der Verarbeitung bekannt, entsteht FVK erst während des Laminierprozesses (Abb. 4). Genau aus diesem Grunde sind spezifische qualitätssichernde Maßnahmen empfehlenswert.

Abbildung 4

Abbildung 5
Abb. 5: Neben den Empfehlungen oder Forderungen des GL sind die in diesem Zusammenhang angesprochenen Kriterien in relevanten ISO–Normen verankert (ISO 12215-T4); somit muss jede Werft diese Standards im Rahmen der EG Richtlinie 94/25 erfüllen. Weiterhin, und nicht weniger wichtig, sind die von Materialherstellern vorgegebenen Voraussetzungen und Hinweise.
Seitenanfang
Betriebszulassung
Die Einhaltung der ISO 12215-T4 ist für die Bauwerft eine zu erfüllende Grundvoraussetzung. Die GL-Betriebszulassung definiert schon seit einigen Jahrzehnten solche Kriterien. Diese Betriebszulassung fordert den Nachweis charakteristischer interner qualitätssichernder Maßnahmen wie z. B.:
- Nennung von Verantwortlichkeiten in verschiedenen Bereichen
- Qualifikationen von Mitarbeitern
- Abfrage der Dokumentation, der Fertigung sowie der Baubedingungen (Produktionsprotokolle)
- Wareneingangskontrolle, Materialzertifikate
- Lagerung von Werkstoffen
- Kontrolle der Umgebungsbedingungen; Temperatur und Luftfeuchte
- Laminierhalle; Fertigungsbedingungen
- Beschreibung der Laminierprozesse
Die Angaben werden auf Einklang mit den relevanten Vorgaben aus der Norm und/oder den GL-Bauvorschriften überprüft und beurteilt, ob ein notwendiges Maß an Eigenüberwachung gewährleistet ist. Dieses muss vorausgesetzt werden, denn eine Fremdüberwachung (z. B. durch den GL) kann nur in gewissen Zeitabständen durchgeführt werden (Abb. 7).
Seitenanfang
Herstellungstechniken

Abbildung 6
Es gibt verschiedene Herstellungstechniken im Yachtbau (Abb. 7-10):
- Faserspritzverfahren
- Handauflegeverfahren
- Vakuumtechnik
- Sandwichbauweise
- Injektionsverfahren
Je nach Budget, je nach Komplexität des Designs, je nach technologischem Anspruch an das Produkt wird man sich für die eine oder die andere Fertigungsweise entscheiden. Jede einzelne setzt unterschiedliche Kenntnis der spezifischen Anforderungen voraus.

Abbildung 7

Abbildung 8
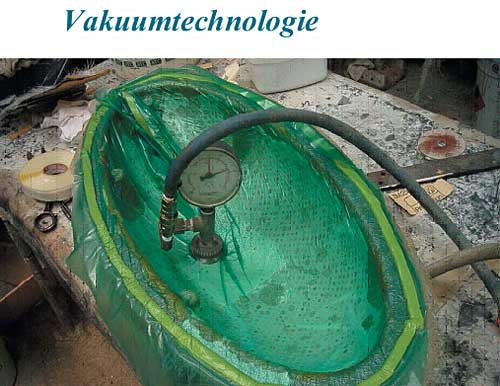
Abbildung 9

Abbildung 10
Seitenanfang
Anforderungen an Werkstoffe
Wie bei den Fertigungsverfahren, stehen bei der Auswahl der Materialien ebenso eine große Vielfalt zur Verfügung. Es werden verschiedene Laminier- und Klebeharze angeboten sowie eine Vielzahl an verschiedenen Fasermaterialien (Glas, Aramid, Kohlenstoff), die ihrerseits in verschiedenen Konfektionen angeboten werden (als Matte, Gewebe, Gelege oder als Unidirektionale Tapes). Nicht alle können beliebig kombiniert werden.
Ob Produkte überhaupt für die Anwendung im Yachtbau geeignet sind, kann anhand relevanter Tests festgestellt werden, bei denen die relevanten Eigenschaften geprüft werden ("Materialzulassung"). Abgesehen davon, sollten bei den Materialien folgende Basis-Kriterien beachtet werden:
Feinschichtharzmassen
Schutz vor Beschädigung
Medienbeständigkeit
Hydrolysefestigkeit
UV Schutz durch Pigmentierung
Laminierharzmassen
Als Matrix Koppelung der Verstärkungsfasern
Gute Tränkungseigenschaften
Medienbeständigkeit
Alterungsbeständigkeit
Harzzusätze
Pigmente, Füllstoffe, Beschleuniger etc.
Kompatibilität mit Harzsystem
Faserverstärkungsmaterialien
Kompatibilität mit Laminierharzsystem
Mechanische Eigenschaften
Kernwerkstoffe für Sandwichbauweise
Haftungsvermittlung zu Laminaten
Dauerhafte Integrität; Feuchtigkeitsaufnahme (z. B. Balsa); Kontakt zu Laminaten (z. B. PVC-Schäume)
Klebstoffe
Mechanische Eigenschaften
Kompatibilität mit den zu verbindenden Bauteilen
Seitenanfang
Fertigung
Um eine Nachvollziehbarkeit zu gewährleisten und eine Kontrolle zu gewährleisten, sollten bei der Herstellung von Laminaten aussagefähige Protokolle geführt werden. Die Dokumentation muss Parameter wie Laminataufbau, Umgebungsbedingungen und weitere wichtige Punkte umfassen:
Bei der Fertigung sind zu berücksichtigen:
- Kontaminationsfreiheit; Staub-, Silikonfreiheit
- Harzund Härterverhältnisse
- Topfzeiten des Harzsystems
- Angemessene Harzmenge
- Klimatische Bedingungen; Temperatur, Luftfeuchte
- Überarbeitungsintervalle; Oberflächenvorbehandlung
- Faserorientierung
- Haftung zu Kernmaterialien
- Aushärtung; Temperung
- Versiegelung
Seitenanfang
Qualitätsprüfung
Abbildung 11
Während oder am Ende der Fertigung ist das Bauteil einer Sichtprüfung zu unterziehen (Abb. 11 und 12).
Dabei ist auf Lufteinschlüsse, Delaminationen, Verwerfungen, mangelnde Haftung und weitere Beschädigungen zu achten.

Abbildung 12
Durch geeignete Prüfung ist die Qualität der Bauteile möglichst während, zumindest jedoch nach Abschluss der Fertigung zu prüfen.

Abbildung 13
Neben den zerstörungsfreien Prüfungen wie Sichtprüfung oder Ultraschallprüfung stehen weitere Test zur Verfügung. Diese erfordern aber eine Entnahme eines Probestücks aus dem fertigen Bauteil (Abb. 13).
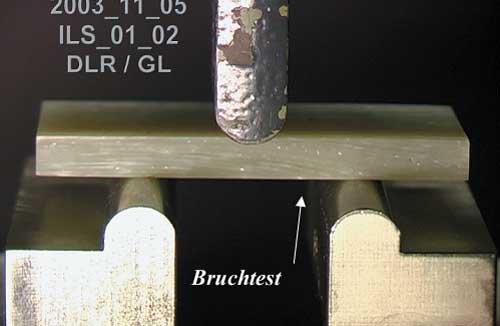
Abbildung 14
Die zur Verfügung stehenden Prüfmethoden berücksichtigen die typischen Belastungsarten sowie typische Fehlerhaftigkeit von FVK Bauteilen, wie Biegefestigkeit, Druckfestigkeit, der Bestimmung des Harzgehaltes sowie der Haftung von Sandwichkernen (Abb 14).
Seitenanfang
What can go wrong?
Im Folgenden sollen beispielhaft einige typische Fehler beschrieben werden, die zu einem fehlerhaften Bauteil führen können:

Abbildung 15
Trennwachs wird zum Polieren von Laminierformen benutzt. Deshalb muss dieser Arbeitsbereich strikt von den Laminierwerkstätten getrennt sein; Arbeitsgeräte inklusive Schuhe und Handschuhe müssen gewechselt werden (Abb. 15).

Abbildung 16
Sandwichverklebung (Abb 16): Balsahirnholz muss durch seine hohe Porosität vor der Verklebung ausreichend mit Harz getränkt sein, so dass Laminierharz nicht aus den FVK Schichten "gesaugt" wird. Das Trägergewebe bei Konturkernen muss entfernt werden, da sonst keine ausreichende Haftung gewährleistet werden kann.

Abbildung 17
Abb. 17: Generell muss bei Konturkernen die durch die Auftrennung in Würfel entstandenen Schlitze mit Harz oder Kleber aufgefüllt werden. Erstens besteht nur so eine strukturelle Integrität des Verbundes, und des Weiteren kann sich durch die Schlitze eingedrungenes Wasser im ganzen Rumpf verteilen.
PVC Schaumkerne müssen ausreichend getempert sein, sie neigen dazu, im späteren Einsatz bei hohen Temperaturen (dunkle Außenhaut) "auszugasen", es kann zu Delaminationen zwischen Kern und Laminat führen.

Abbildung 18
Abb. 18: Besonderes Augenmerk muss auf eine geeignete Oberflächenvorbereitung gelegt werden. Polyesterharze besitzen häufig Hautbildner, die eine ausreichende Oberflächenhärtung bewirken. Diese Paraffine müssen unbedingt vor einem weiteren Laminierschritt oder einer Verklebung vollständig und besonders sorgsam entfernt werden.

Abbildung 19
Abb. 19: Die vom Hersteller angegebenen Topfzeiten sind einzuhalten, ggf. Proben zu machen. Nach dem Überschreiten der Topfzeiten kann das Laminierharz keine angemessene Verbindung mit der Faser mehr eingehen.
Injektionsverfahren: Ein trocken ausgelegter Faserverbund wird unter Vakuum mit einem Harzreservoir verbunden, so dass sich das Harz in dem gesamten Bauteil gleichmäßig verteilt. Der Ablauf muss sehr sicher sein, damit die komplette Imprägnierung gewährleistet werden kann.
Seitenanfang
Resümee

Abbildung 20
Abb. 20: Offensichtlich ist eine ganze Reihe von Parametern beim Bau einer Kunststoffyacht ausschlaggebend dafür, dass das Boot seinen Anforderungen genügt und dauerhaft strukturell integer ist. Sofern sich die Werft dieser Parameter bewusst ist und sie entsprechend berücksichtigt und verantwortungsvoll handelt, kann das Produkt über seine gesamte Lebensdauer problemlos eingesetzt werden.
Seitenanfang | Übersicht Vorträge